The customer's oven curing time was 50 minutes — far exceeding the standard...

2026年7月5日

The customer’s oven curing time was 50 minutes — far exceeding the standard 15–20 minutes — resulting in severe gloss loss on the coating surface. We resolved the issue by reformulating the curing system, fully restoring gloss to the customer’s satisfaction.
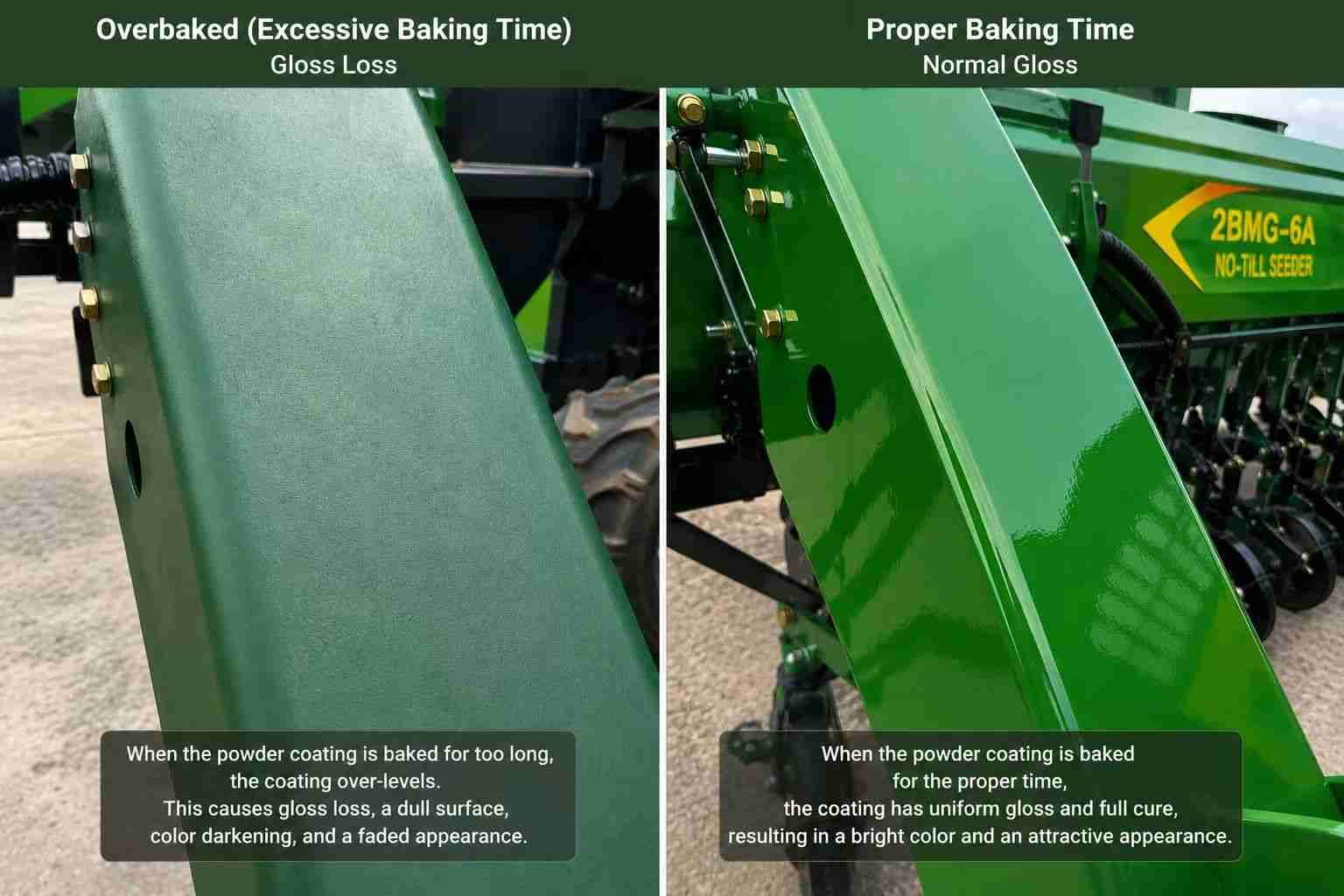
Powder coating gloss comparison: overbaked dull surface vs correctly cured bright glossy finish on farm equipment components
Recently, we received feedback from an aluminum profile customer:
“Your powder goes on fine color-wise, but after it comes out of the oven, the surface looks dark and the gloss is noticeably lower — it’s different from what we used before.”
Our first thought: Was it a process issue? Or an inconsistent powder batch?
Our technical team visited the customer’s site immediately. After thorough inspection, we found the root cause — the powder was fine. The problem was the oven.
The customer’s aluminum profile production line uses a long oven, with workpieces staying inside for approximately 50 minutes. Our powder coating’s standard curing condition is 180–200°C for 15–20 minutes.
What does this mean?
After the coating completes normal curing, it continues to bake at high temperature for an additional 30+ minutes. During this extended period, the resin system undergoes overcuring — crosslink density keeps rising, the microstructure of the film changes, and surface gloss drops significantly. In severe cases, yellowing and embrittlement can also occur.
— — — — — — — — — — — — — — — — — — — — — — — — — —
Let’s understand the mechanism first, then look at the solution.
The curing process of powder coatings (e.g., polyester/TGIC or polyester/HAA systems) is a thermosetting crosslinking reaction. Under standard curing conditions (temperature + time), the resin and curing agent complete crosslinking, forming a uniform, dense film with a smooth surface and full gloss.
But when the curing time far exceeds the standard range, problems arise:
| Change | Cause | Visual Effect |
|---|---|---|
| Excessive crosslink density | Continued reaction over-tightens the network | Film shrinkage, increased micro-roughness |
| Partial resin degradation | Prolonged high-temperature thermal aging | Surface dulling, yellowing |
| Flow-out layer damaged | Surface tension changes | Gloss reduction |
| Pigment/filler interface shift | Stress changes in resin encapsulation | Color deviation, haze |
Simply put: the coating wasn’t “undercured” — it was “overcured.”
— — — — — — — — — — — — — — — — — — — — — — — — — —
Once the root cause was clear, the direction was straightforward — we can’t change the customer’s equipment, so we’ll change our formula.
The core strategy: reduce the curing reaction rate, broaden the curing window, and ensure the film does not overcure during the 50-minute bake.
Specifically, we made the following adjustments:
3.1 Curing Agent System Adjustment
The original formula used a high-reactivity curing agent that completed crosslinking within 15 minutes under standard conditions. We replaced it with a slow-reacting curing agent, raising the activation energy so that crosslinking proceeds steadily over a longer period, preventing rapid overcure.
3.2 Catalyst (Curing Accelerator) Reduction
The catalyst dosage in the original formula was optimized for the standard 15–20 minute curing time. We reduced it by approximately 30%, slowing the reaction rate and ensuring stable crosslinking under long-bake conditions without excessive crosslinking that leads to gloss loss.
3.3 Heat-Resistant Additives
We incorporated a heat-resistant flow agent and a small amount of antioxidant into the formula. These improve thermal stability during prolonged high-temperature exposure, effectively suppressing resin degradation and surface yellowing while maintaining gloss stability.
3.4 Crosslink Density Control
By adjusting the equivalence ratio of resin to curing agent, we controlled the crosslink density within an optimal range, ensuring that the film — after full curing — would not become overly dense from continued baking, thus preserving surface smoothness and gloss.
— — — — — — — — — — — — — — — — — — — — — — — — — —
4. Results: Gloss Restored, Customer Satisfied
The reformulated powder was sent to the customer’s production line for real-world testing under identical conditions (50-minute bake, same temperature profile):
| Metric | Original Formula**(50 min bake)** | Reformulated**(50 min bake)** | Customer**Requirement** |
|---|---|---|---|
| 60° Gloss | 62 GU (significant loss) | 91 GU | ≥ 85 GU |
| Color Difference (ΔE) | 2.8 (visible shift) | 0.9 | ≤ 1.5 |
| Surface Appearance | Haze, slight yellowing | Smooth and uniform | Smooth and uniform |
| Adhesion | Grade 0 | Grade 0 | Grade 0 |
| Impact Resistance | 50 kg·cm pass | 50 kg·cm pass | 50 kg·cm pass |
Gloss improved from 62 GU to 91 GU, color difference dropped to 0.9, and all performance metrics met customer requirements.
Customer feedback: “The gloss is as good as — or even better than — what we had with other suppliers. Now we don’t need to modify our equipment at all.”
— — — — — — — — — — — — — — — — — — — — — — — — — —
5. Key Takeaway: It’s Not About “Bad Powder” — It’s About Formula-Process Matching
The core message of this case study:
Powder coating performance is not determined by the powder alone — it is defined by the combination of “powder + application process.”
A formula that performs excellently under standard curing conditions can still fail in a non-standard process environment. A truly professional powder coating supplier doesn’t just hand you a bucket of “standard product” — they adjust the formula based on your equipment, process parameters, and application scenario.
This is exactly what our technical team does every day.
If your production line faces similar challenges — excessively long oven time, temperature fluctuations, undercuring or overcuring — contact us. We can conduct an on-site assessment and provide a customized formulation solution.
— — — — — — — — — — — — — — — — — — — — — — — — — —
Keywords:powder coating curing | coating gloss loss | overcuring solution | aluminum profile powder coating | long oven curing formula adjustment | custom powder coating formulation
Website: https://dameipowdercoating.com
Email: info@dameipowdercoating.com
WhatsApp: +86 15349299480

July 5, 2026
加载中...

